1. Что такое модуль IGBT?
В электромобилях, возобновляемой энергетике, железнодорожном транспорте и промышленной автоматизации модули IGBT развиваются в направлении повышения удельной мощности, уменьшения габаритов и повышения температуры перехода. Однако по мере увеличения удельной мощности чипа доступное пространство для охлаждения быстро сокращается. Исследования показывают, что тепловые проблемы являются причиной более 50% отказов интегральных схем; для силовой электроники около 55% отказов IGBT связаны с температурой. Традиционное воздушное охлаждение имеет ограниченный коэффициент конвективной теплопередачи (в лучшем случае около 37 Вт/см²) и большой объем, что делает его непригодным для силовых модулей следующего поколения. Технология жидкостных охлаждающих пластин стала ключевым решением для управления тепловыми процессами мощных чипов.

2. Тепловые проблемы IGBT-транзисторов и ограничения традиционных методов охлаждения.
IGBT-модуль выделяет значительное количество тепла. Для инвертора мощностью 100 кВт с КПД 98% система терморегулирования должна отводить около 2 кВт тепла. Кроме того, распределение тепла неравномерно; локальные горячие точки на поверхности чипа могут быть намного горячее средней температуры, и эти горячие точки ограничивают динамические характеристики и срок службы.
Температура тесно коррелирует с отказами IGBT-транзисторов. Статистическое исследование отказов ветротурбин в 23 странах в период с 2003 по 2017 год показало, что отказы IGBT-модулей стали причиной 22% незапланированных простоев преобразователей – одного из наиболее подверженных отказам компонентов ветроэнергетических системах. Частое ускорение/замедление в транспортных средствах вызывает резкие перепады мощности и температуры, что приводит к усталости соединительных проводов, отслоению припоя и другим отказам, вызванным термической усталостью. Тепловой разгон может привести к потере мощности в электромобилях, что представляет собой серьезную угрозу безопасности.
С точки зрения теплового сопротивления, рассеивание тепла IGBT представляет собой многослойную последовательную проблему теплового сопротивления. На граничное тепловое сопротивление приходится более 60% от общего, что делает его ключевым узким местом. В рамках сопротивления между переходом и корпусом доминирующий вклад вносит керамическая подложка DBC (прямое медное соединение) (более 75%). Традиционное воздушное охлаждение имеет три основных ограничения: низкий коэффициент теплопередачи, плохая способность устранять локальные горячие точки и большой объем системы, что противоречит миниатюризации системы.
Жидкостная охлаждающая пластина (также называемая охлаждающей пластиной, пластиной с жидкостным охлаждением или пластиной с водяным охлаждением) использует принудительную конвекцию жидкости для отвода тепла. Принцип работы прост: тепло от модуля IGBT передается через тепловой интерфейс к основанию охлаждающей пластины, затем отводится охлаждающей жидкостью, протекающей по внутренним каналам; нагретая охлаждающая жидкость циркулирует в теплообменник, охлаждается и возвращается.
В зависимости от производственных процессов и конструктивных форм, в современном машиностроении используются четыре основных типа охлаждающих пластин для IGBT-транзисторов.
3.1 традиционные жидкостные холодные плиты
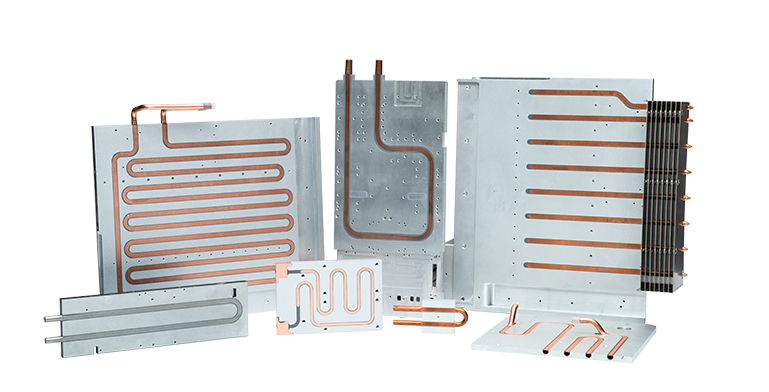
Традиционные конструкции включают в себя сверлильные, сборные, сварные и трубчатые типы. Они отличаются более простой обработкой, меньшей стоимостью и подходят для IGBT-модулей с низкой и средней плотностью мощности. Среди них трубчатая охлаждающая пластина (или трубчатая жидкостная охлаждающая пластина) представляет собой конструкцию, в которой медные или нержавеющие стальные трубки встраиваются в пазы алюминиевой опорной пластины и фиксируются пайкой или эпоксидной смолой. Она обеспечивает лучшие тепловые характеристики и срок службы, чем обычные сверлильные пластины.
Трубчатые жидкостные охлаждающие пластины (также называемые водоохлаждаемыми охлаждающими пластинами или трубчатыми охлаждающими пластинами) используют медные или нержавеющие стальные трубки в качестве каналов для охлаждающей жидкости, встроенные в алюминиевую опорную пластину и закрепленные термоклеем или пайкой. Их преимущества включают простоту изготовления, низкую стоимость и гибкую компоновку трубок (например, змеевидную или U-образную), которая может соответствовать распределению тепла IGBT. Они подходят для промышленных приводов средней мощности, чувствительных к стоимости, и солнечных инверторов. Типичный диаметр трубок составляет 6–12 мм, а рабочее давление обычно ниже 0,5 МПа.
Жидкостные пластины FSW (сварка трением с перемешиванием) используют вращающийся перемешивающий штифт для генерации тепла трения, пластифицируя материал и создавая сварной шов в твердом состоянии между крышкой и рифленой опорной плитой. Этот процесс не создает пористости, трещин и присадочного металла, что обеспечивает высокую прочность сварного шва, превосходную герметизацию и отсутствие деформации каналов потока. Жидкостные пластины FSW идеально подходят для тяговых инверторов электромобилей и преобразователей рельсового транспорта, где критически важна долговременная надежность. Типичная ширина канала составляет 4–10 мм, а сопротивление давлению может достигать 1,5–2,0 МПа.
3.4 экструдированные жидкостные холодные пластины
Экструдированные жидкостные охлаждающие пластины (или алюминиевые охлаждающие пластины, алюминиевые охлаждающие пластины) изготавливаются методом экструзии алюминия с использованием специальной матрицы для создания многопараллельных каналов потока за один этап, затем разрезаются, герметизируются с торцов и обрабатываются механически. Ключевые преимущества — высокая эффективность производства и низкая себестоимость единицы продукции, а также стабильные размеры каналов, что идеально подходит для крупносерийного стандартизированного производства. Однако каналы обычно прямые, что ограничивает оптимизацию оребрения. Они используются в инверторах общего назначения и модулях зарядки электромобилей, где удельная мощность невелика. Типичный гидравлический диаметр составляет 2–5 мм.
Жидко-охлаждающие пластины, припаянные методом вакуумной пайки (или паяные охлаждающие пластины), изготавливаются путем вакуумной или контролируемой атмосферной пайки штампованной опорной пластины с проточным каналом к накладной пластине. Это позволяет создавать сложные внутренние ребристые конструкции, такие как штыревые ребра, наклонные ребра и турбулизаторы. Пайка обеспечивает очень высокую свободу проектирования, позволяя улучшить теплопередачу при компактных размерах, с хорошей герметизацией и низким остаточным напряжением. Жидко-охлаждающие пластины, припаянные методом вакуумной пайки, являются предпочтительным выбором для модулей IGBT и SIC с высокой удельной мощностью, широко используемых в премиальных приводах электромобилей, преобразователях энергии ветрогенераторов и высококачественных промышленных источниках питания. Размеры канальных элементов могут составлять всего 1–3 мм; при использовании штыревых ребер тепловое сопротивление значительно ниже, чем у экструдированных или трубчатых типов. Вакуумная пайка является наиболее надежным процессом.
3.6 Сравнение теплового сопротивления и структуры различных конструкций охлаждающих пластин
Для облегчения выбора проектной документации в таблице 1 сравниваются ключевые тепловые и структурные параметры четырех типов охлаждающих пластин для IGBT-транзисторов (включая традиционную трубчатую в качестве базового варианта).
Таблица 1: Тепловое сопротивление и структурное сравнение различных архитектур жидкостных охлаждающих пластин.
| architecture type | relative thermal resistance (baseline = tubed) | relative pressure drop (baseline = tubed) | internal channel / fin features | manufacturing process | suitable power density level | typical applications |
|---|
| трубчатый (трубка) (традиционный) | 1.00 | 1.00 | Медная/нержавеющая трубка, встроенная в алюминиевый круглый/овальный канал, без внутренних ребер. | Встраивание трубки + термоклеевая пайка | низкий до средне-низкого | универсальные инверторы, солнечные инверторы, недорогие промышленные источники питания |
| экструдированный | 0,75–0,85 | 1.10–1.30 | Множество параллельных прямоугольных прямых каналов, стенки каналов действуют как прямые ребра, высота ребер ограничена. | экструзия + герметизация торцов + механическая обработка | средне-низкий до среднего | зарядные модули, инверторы средней мощности, стандартные охладители |
| fsw | 0,55–0,70 | 1,20–1,50 | Возможны сложные каналы (змеевидные, параллельные многопроходные), ширина 4–10 мм, возможно добавление турбулизаторов. | обработанные канавки + сварка крышки FSW | от среднего до средне-высокого | инверторы для главных приводов электромобилей, преобразователи для железнодорожного транспорта |
| спаянный | 0,35–0,50 | 1,50–2,50 | сложные ребра (штырьковые, наклонные, микроканалы), размер элементов 1–3 мм, большая площадь теплообмена | штампованная/травленая пластина ребра + вакуумная/атмосферная пайка | от высокого до сверхвысокого | Премиальные электроприводы, ветрогенераторы, высококачественные сервоприводы |
Примечание: значения теплового сопротивления и перепада давления являются типичными инженерными данными; они изменяются в зависимости от расхода, плотности ребер и типа охлаждающей жидкости. Паяные типы обеспечивают наименьшее тепловое сопротивление, но наибольший перепад давления – компромисс, который необходимо учитывать в рамках бюджета насоса системы.
 4. Оптимизация производительности: конструкция каналов потока и микроребер.
4. Оптимизация производительности: конструкция каналов потока и микроребер.
Эффективность охлаждения пластинчатой системы в значительной степени зависит от конструкции внутренних каналов потока и ребер. Текущие исследования сосредоточены на следующих областях.
Структура ребер: исследование жидкостного охлаждения трех IGBT-модулей в промышленном электроприводе сравнивало прямые, расположенные в шахматном порядке игольчатые и наклонные ребра, подтверждая, что сложные ребра усиливают конвекцию. Кроме того, пластина жидкостного охлаждения с микромасштабными ребрами и наклонным потоком обеспечила трехкратное увеличение коэффициента теплопередачи, снижение пиковой температуры чипа на 1,4°C, улучшение равномерности температуры на 37,8% и снижение сопротивления потоку более чем на 15% по сравнению с прямоугольной микроканальной охлаждающей пластиной при той же скорости потока, что позволило обеспечить надежное охлаждение чипа мощностью 800 Вт.
Оптимизация топологии: исследование с использованием двухкритериальной оптимизации топологии (максимальная теплопередача, минимальное сопротивление потоку) для охлаждающей пластины на основе IGBT показало, что по сравнению с охлаждающей пластиной с прямым каналом оптимизированная по топологии охлаждающая пластина обеспечила снижение перепада давления на 26,3%, снижение термического сопротивления на 64,7% и повышение коэффициента теплопередачи на 16,3%.
Равномерность температуры: исследовательская группа из Нанкинского университета информационных наук и технологий предложила инновационную жидкостную охлаждающую пластину с змеевидными каналами, улучшенными ребрами и расположенными в шахматном порядке турбулизаторами. Экспериментальные результаты показали, что увеличение скорости потока охлаждающей жидкости снижает пиковую температуру устройства примерно на 22 К, при этом сохраняется стабильная тепловая производительность в определенном диапазоне потоков.
Компромисс между мощностью охлаждения и мощностью насоса: в системе охлаждения с холодной пластиной увеличение расхода улучшает теплопередачу, но также нелинейно увеличивает потребление мощности насоса. В электромобилях дополнительное падение давления на 10 кПа может привести к потере нескольких десятков ватт мощности насоса, что необходимо учитывать в энергетическом балансе системы.
 5. Эволюция архитектуры: от косвенного охлаждения к встроенной/интегрированной в систему жидкостной охлаждающей пластине.
5. Эволюция архитектуры: от косвенного охлаждения к встроенной/интегрированной в систему жидкостной охлаждающей пластине.
В традиционных системах охлаждения модуль IGBT имеет многослойную структуру «чип – DBC – базовая пластина (медь или ALSIC) – холодная пластина», при этом каждый слой добавляет тепловое сопротивление. Как отмечалось, тепловое сопротивление интерфейса превышает 60% от общего.
Для преодоления этой проблемы появилась революционная архитектура – встроенная или интегрированная в DBC жидкостная охлаждающая пластина. Идея заключается в том, чтобы интегрировать подложку DBC непосредственно в охлаждающую пластину, используя высокотемпературные процессы для соединения меди и керамики (Al₂O₃ или Aln) в монолитную структуру. Каналы охлаждения расположены непосредственно под чипом, разделенные только DBC, что значительно сокращает путь теплопроводности.
Три основных преимущества: (1) отсутствие опорной пластины и внешнего теплового модуля, что значительно снижает общее тепловое сопротивление; (2) разрешение канала до 0,3 мм в сочетании с высокопроводящей медью обеспечивает превосходные изотермические характеристики; (3) поддержка компактных компоновок с высокой удельной мощностью и двухстороннего монтажа компонентов. Ключевые параметры материалов для этой интегрированной схемы приведены в таблице 2.
Таблица 2: основные параметры материалов для интегрированной в DBC жидкостной охлаждающей пластины (источник: охлаждение электроники, 2025 г.)
| material layer | common materials | thermal conductivity (w/m·k) | cte (ppm/°c) |
|---|
| полупроводниковый чип | сик | 375 | 4.0 |
| межсоединение | припой AUSN / спеченная пленка AG | 50 / 200 | 15.9 / 18.9 |
| керамическая изоляция | al₂o₃ / aln | 35 / 170–200 | 6.5 / 4.2–5.7 |
| корпус холодной пластины | медь (с) | 360 | 16.7 |
Эта тенденция интеграции соответствует росту рынка модулей IGBT с прямым охлаждением.
6. Выбор материалов и технология охлаждения
Выбор материала для охлаждающей пластины предполагает баланс между теплопроводностью, обрабатываемостью и стоимостью. Наиболее распространенным выбором является алюминиевый сплав 6063 с теплопроводностью около 180–230 Вт/(м·К). Медь обеспечивает ~401 Вт/(м·К), но ее плотность в три раза выше, чем у алюминия, а стоимость значительно выше; она используется только в высокотехнологичных областях применения со строгими требованиями к охлаждению.
Охлаждающая жидкость является критически важным носителем тепла. В исследовании, опубликованном в журнале Applied Thermal Engineering, сравнивались деионизированная вода, очищенная вода, 20%-ный раствор этиленгликоля в воде и HFE7100. При числе Рейнольдса re = 1400 общий критерий оценки эффективности (PEC) деионизированной воды был на 9,3%, 24,5% и 163,9% выше, чем у очищенной воды, 20%-ного раствора этиленгликоля и HFE7100 соответственно. Значение re = 1400 (скорость потока ~0,5–0,6 м/с) было определено как оптимальный рабочий диапазон для низкого перепада давления. В практических системах широко используется 50%-ная смесь этиленгликоля и воды, обеспечивающая защиту от замерзания и хорошую теплопроводность.
 7. производственные процессы и испытания на надежность
7. производственные процессы и испытания на надежность
Сварка/герметизация жидкостной охлаждающей пластины напрямую влияет на долговременную надежность. Существует четыре основных типа: трубчатые пластины изготавливаются методом встраивания трубки + пайки или прессования; пластины, изготовленные методом сварки трением с перемешиванием (FSW), изготавливаются методом экструзии + герметизации концов; пластины, изготовленные методом пайки, изготавливаются методом вакуумной или атмосферной пайки. Вакуумная пайка и сварка трением с перемешиванием (FSW) являются основными процессами для изготовления высоконадежных охлаждающих пластин.
К распространенным дефектам сварки относятся пористость, чрезмерное растекание, внутренние микротрещины, плохое соединение и закупорка каналов потока. При сварке холоднокатаных пластин методом FSW и пайки необходимо тщательно проверять герметичность сварного шва и внутреннюю чистоту.
Плоскостность — ещё один ключевой фактор. Согласно теории контакта Герца, даже макроскопически плоские поверхности имеют микроскопические пики и впадины; фактическая площадь контакта намного меньше номинальной. Отклонения плоскостности на микронном уровне могут привести к резкому увеличению теплового сопротивления на границе раздела. Типичные критерии приемлемости для систем охлаждения с помощью холодных пластин включают:
Герметичность: гелиевый тест на герметичность, утечка ≤ 1×10⁻⁶ па·м³/с или ≤ 0,05 мл/мин при 0,5–2,0 МПа
Устойчивость к давлению: гидравлическое испытание на разрыв ≥ 3 × рабочее давление (обычно ≥ 3,0 МПа)
Плоскостность: ≤ 0,05 мм на 100 мм (в целом ≤ 0,1 мм)
Чистота: количество частиц ≤ 10 мг/м²
8. Ценность жидкостных охлаждающих пластин в областях применения IGBT.
Электромобили: пластина жидкостного охлаждения отводит тепло от тягового инвертора, напрямую влияя на выходную мощность двигателя. Модули SIC обладают в 2-3 раза большей удельной мощностью, чем традиционные IGBT; эффективные трубчатые, FSW или припаянные пластины жидкостного охлаждения эффективно устраняют локальные перегревы, повышая запас хода и надежность электромобилей.
Инверторы для ветровых и солнечных электростанций: модули IGBT работают в условиях длительной высокой нагрузки; система охлаждения должна иметь длительный срок службы и низкие затраты на техническое обслуживание. Холодильные пластины обеспечивают более низкие стабильные температуры перехода и меньшие колебания температуры, что значительно повышает надежность в суровых условиях.
Железнодорожный транспорт: электрификация увеличивает потребность в охлаждении; активное жидкостное охлаждение (с помощью насосов) обеспечивает более точный контроль температуры, чем естественная конвекция или принудительное воздушное охлаждение, повышая надежность в экстремальных условиях.
(Аналогичные охлаждающие пластины для электроники также используются в качестве охлаждающих пластин для процессоров высокой производительности, пластин для жидкостного охлаждения аккумуляторных батарей электромобилей и в конструкциях изолированных охлаждающих пластин для высоковольтной изоляции.)
9. Перспективы рынка и технологические тенденции
Согласно данным qyresearch, мировой рынок подложек для радиаторов IGBT достиг В 2024 году объем рынка составил 720 миллионов единиц, а к 2031 году, как ожидается, достигнет 1,165 миллиарда, при среднегодовом темпе роста (CAGR) в 7,7%. В рамках этого роста ключевыми факторами являются жидкостные охлаждающие пластины, особенно паяные и FSW-типы. Среднегодовой темп роста (CAGR) в 17,9% для модулей IGBT с прямым жидкостным охлаждением значительно выше, чем общий показатель в 7,7% для подложек IGBT, что указывает на быстрое распространение технологии жидкостного охлаждения.
Усовершенствованная концепция, жидкостная охлаждающая пластина с многосопловым струйным обдувом (MJILCP) для тепловой мощности 1000 Вт, представленная на конференции IEEE, показала снижение теплового сопротивления на 14,3% и снижение мощности насоса на 19,3% по сравнению с обычной охлаждающей пластиной с фрезерованными каналами. Для достижения теплового сопротивления 0,0236 °C/Вт MJILCP потребовала на 48% меньше мощности насоса.
Будущая эволюция сосредоточена на трех направлениях:
Глубокая интеграция: от косвенного охлаждения до встроенной интеграции DBC, что еще больше снижает тепловое сопротивление.
Интеллектуальный дизайн: проектирование с использованием ИИ, оптимизация топологии и аддитивное производство для создания каналов с заданными параметрами (пластины для охлаждения жидкости, пластины для охлаждения).
Адаптация к различным сценариям: индивидуальные решения для высоковольтных платформ на 800 В, высокогорных условий и т. д., возможно, с использованием охлаждающей пластины с жидким азотом для экстремальных потребностей в охлаждении.
По мере развития местного производства и углубления новой энергетической революции жидкостные охлаждающие пластины превратятся из вспомогательных компонентов в ключевые элементы, обеспечивающие высокую плотность мощности и надежность в IGBT-транзисторах и силовой электронике в целом.






